

注重产品质量、服务优势,以客户满意度为核心,树立了积极向上的品牌形象。

对行业进行深入的研究和分析,紧跟行业的发展趋势,不断地学习和更新知识。

致力于为客户提供全方面的解决方案,提升效率、降低成本,并实现可持续发展。

以创新协作和责任为核心,注重团队合作和互助,致力于为客户和社会创造价值。
以客户为中心,追求卓越
b体育官方网站
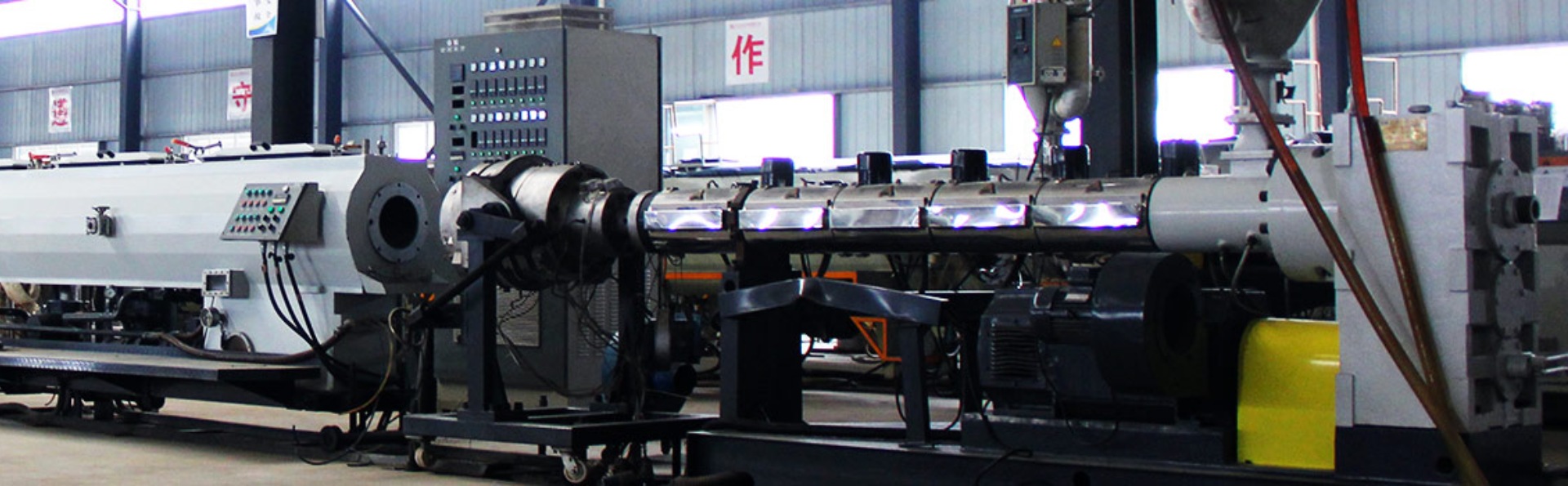
B体育建材科技有限公司(b体育或Bsport体育),是一家致力于体育建材行业的中国企业。公司成立于2011年,具有研发、生产和销售体育建材的全产业链能力。公司主要专注于冷热水用聚丙烯管材管件、高密度聚乙烯管材以及PE电熔管件等领域。 公司地处交通便利的108国道线上,紧邻成都和绵阳,享有便捷的物流优势。公司拥有占地面积超过5000平方米的生产基地,员工超过80人,为公司的发展提供了坚实的基础。 作为一家技术驱动型企业,B体育始终注重技术创新和产品质量。公司拥有西南地区一流的全自动化生产设备,确保产品质量的稳定可靠。同时,公司的技术装备先进、管理规范到位,严格遵守环境保护要求,为实现人、企业、环境和社会的和谐共处做出了努力...
基础设施一站式解决方案
b体育官方下载入口




【管材招标】周三管材招标汇总序号 材料名称 规格型号 单位 数量 1 PE管 de225 PE100 1.6MPa 米 1000 2 PE管 de450 PE100 0.8Mpa 米 1800 3 PE管 de400 PE100 1.0MPa 米 3100 4 PE管 de4...
【承德PE管厂家】保定PE管件供应|河北PE管成批出售主要检查项目包http://www.zbpeg.com括耐压等级、外表面质量、配合质量、材质的一致性等。2、 应根据不同的接口形式采用相应的专项使用加热工具,不得使用明火加热管材和PE管件。3、采用熔接方式相连的管道,宜使...
管件的基础知识GB 15558.2-2005 燃气用埋地聚乙烯(PE)管道系统第2部分:管件 GB/T 13663.2-2005 给水用聚乙烯(PE)管道系统第2部分:管件 GB/T 19806-2005 塑料管材和管件聚乙烯电熔组件的挤压剥离试验 GB/T 19807-20...
PE管道施工中常见不良操作及处理经验1、电熔管件焊接原理 根据电熔管件焊接原理,电熔焊接工艺过程包括:管材在电熔管件内定位,通过电熔焊机向电熔管件通电,电熔管件内壁熔化,熔融区域的PE材料向管材外壁膨胀,管材外壁PE材料熔化,同时熔体压力增大b体育官网,促使熔体向管件内壁、管...
为您报道最新信息资讯
b体育app官方网站
【管材招标】周三管材招标汇总序号 材料名称 规格型号 单位 数量 1 PE管 de225 PE100 1.6MPa...
【承德PE管厂家】保定PE管件供应|河北PE管成批出售主要检查项目包http://www.zbpeg.com括耐压等级、外表面质量、配合质量、材质的一致性等。2、 应根据不同的接口形式采用相应的专项使用加热工具,不得...
管件的基础知识GB 15558.2-2005 燃气用埋地聚乙烯(PE)管道系统第2部分:管件 GB/T 13663.2-2005 给水用聚乙烯(PE)管道系统第2部分:管件 GB/T 19806-2005 塑料管材和...
PE管道施工中常见不良操作及处理经验1、电熔管件焊接原理 根据电熔管件焊接原理,电熔焊接工艺过程包括:管材在电熔管件内定位,通过电熔焊机向电熔管件通电,电熔管件内壁熔化,熔融区域的PE材料向管材外壁膨胀,管材外壁PE...
传播品牌价值与优势,服务大众消费品质
b体育·bsports官网

我们团队是一支高效合作、专业有序的团队,以追求卓越、创新和客户满意度为目标,努力实现团队的共同使命。

专业的技术支持,能够解决各种技术难题和故障排除。致力于为客户提供高效、准确的解决方案,实现业务目标。

我们秉承着以客户为中心的理念,提供快速响应、问题解决、产品维护和升级等服务,建立长期稳固的合作关系。