

注重产品质量、服务优势,以客户满意度为核心,树立了积极向上的品牌形象。

对行业进行深入的研究和分析,紧跟行业的发展趋势,不断地学习和更新知识。

致力于为客户提供全方面的解决方案,提升效率、降低成本,并实现可持续发展。

以创新协作和责任为核心,注重团队合作和互助,致力于为客户和社会创造价值。
以客户为中心,追求卓越
b体育官方网站
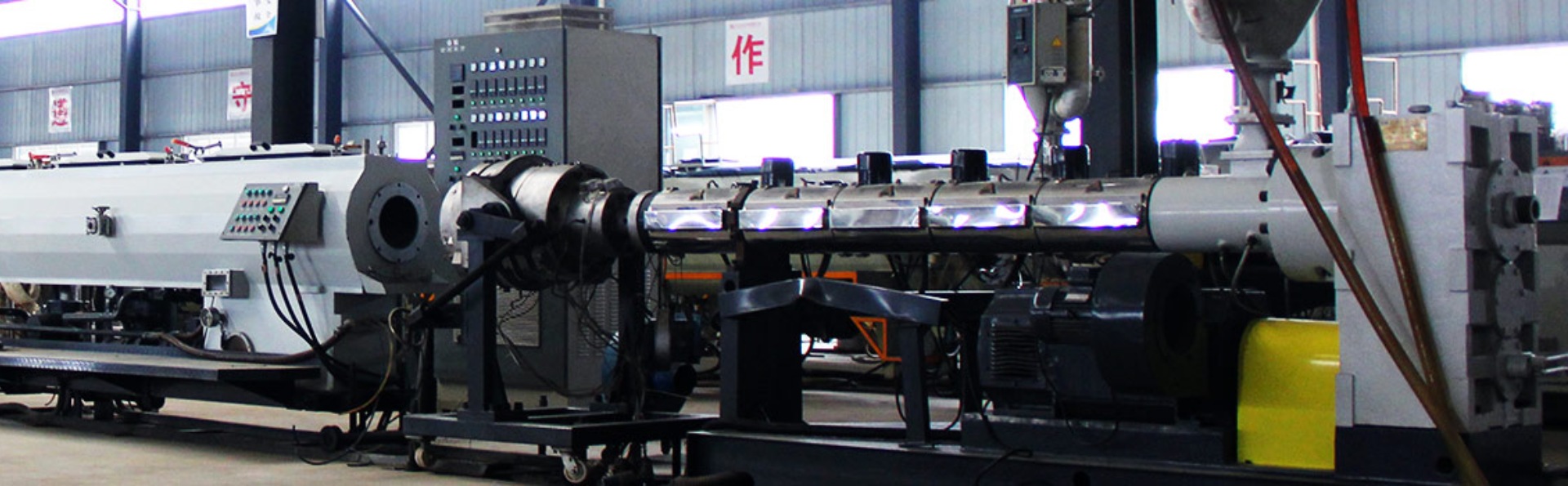
B体育建材科技有限公司(b体育或Bsport体育),是一家致力于体育建材行业的中国企业。公司成立于2011年,具有研发、生产和销售体育建材的全产业链能力。公司主要专注于冷热水用聚丙烯管材管件、高密度聚乙烯管材以及PE电熔管件等领域。 公司地处交通便利的108国道线上,紧邻成都和绵阳,享有便捷的物流优势。公司拥有占地面积超过5000平方米的生产基地,员工超过80人,为公司的发展提供了坚实的基础。 作为一家技术驱动型企业,B体育始终注重技术创新和产品质量。公司拥有西南地区一流的全自动化生产设备,确保产品质量的稳定可靠。同时,公司的技术装备先进、管理规范到位,严格遵守环境保护要求,为实现人、企业、环境和社会的和谐共处做出了努力...
基础设施一站式解决方案
b体育官方下载入口




PEEK板、棒、管等型材及应用介绍PEEK管材 来源:艾邦拍摄 PEEK石油管道密封件 来源:艾邦拍摄 由于使用温度、耐化学性、抗蠕变性以及热稳定性和抗压等综合要求,PEEK常常是理想的材料。 PEEK管材 来源:南京裕威 4 PEEK细丝&毛细管系列 PEEK细丝&毛细管,...
公元股份申请电熔弯管模具专利,能够降低安全隐患的同时提高生产效率公元股份申请电熔弯管模具专利,能够降低安全隐患的同时b体育官网提高生产效率 金融界2023年12月4日消息,据国家知识产权局公告,公元股份有限公司申请一项名为“一种加工高效的电熔弯管模具”,公开号CN117140...
唐山迁安普方坯3月31日出厂价稳报3250元/吨【管材】 唐山焊管、镀锌管市场:价格持稳,4寸3.75mm新国标热镀锌管,唐山华岐报47b体育官网30元/吨;4寸焊管唐山华岐报3760元/吨,成交偏弱。 唐山市场盘扣式钢管脚手架市场:价格稳,2.5m立杆5140-5160元/...
【中标会员】浙江地球管业中标!!【中标会员】浙江地球管业中标!! 中标情况 于11月10日中标乐清市水务集团祥云物资有限公司PE管材及管件采购项目。 中标会员介绍 浙江地球管业有限公司 自加盟管道商务网VIP会员 ,在这9年 的时间里,利用网站的行业平台,全方位推广公司的产品...
为您报道最新信息资讯
b体育app官方网站
PEEK板、棒、管等型材及应用介绍PEEK管材 来源:艾邦拍摄 PEEK石油管道密封件 来源:艾邦拍摄 由于使用温度...
公元股份申请电熔弯管模具专利,能够降低安全隐患的同时提高生产效率公元股份申请电熔弯管模具专利,能够降低安全隐患的同时b体育官网提高生产效率 金融界2023年12月4日消息,据国家知识产权局公告,公元股份有限公司申请一...
唐山迁安普方坯3月31日出厂价稳报3250元/吨【管材】 唐山焊管、镀锌管市场:价格持稳,4寸3.75mm新国标热镀锌管,唐山华岐报47b体育官网30元/吨;4寸焊管唐山华岐报3760元/吨,成交偏弱。 唐山市场盘扣...
【中标会员】浙江地球管业中标!!【中标会员】浙江地球管业中标!! 中标情况 于11月10日中标乐清市水务集团祥云物资有限公司PE管材及管件采购项目。 中标会员介绍 浙江地球管业有限公司 自加盟管道商务网VIP会员 ,...
传播品牌价值与优势,服务大众消费品质
b体育·bsports官网

我们团队是一支高效合作、专业有序的团队,以追求卓越、创新和客户满意度为目标,努力实现团队的共同使命。

专业的技术支持,能够解决各种技术难题和故障排除。致力于为客户提供高效、准确的解决方案,实现业务目标。

我们秉承着以客户为中心的理念,提供快速响应、问题解决、产品维护和升级等服务,建立长期稳固的合作关系。